Products Description
Alloy 330 (UNS N08330) is an austenitic nickel-iron-chromium alloy developed to provide excellent resistance to carburizing and oxidizing atmospheres at elevated temperatures. With a nickel content of 34 to 37 percent, the alloy remains highly resistant to both chloride stress corrosion cracking and embrittlement from the precipitation of sigma phase. It is readily fabricated using standard procedures for stainless steel and nickel alloys. The alloy is used extensively in elevated temperatures where resistance to the combined effects of thermal cycling and carburization is required.General Properties
Alloy 330 (UNS N08330) is an austenitic nickel-iron-chromium alloy developed to provide excellent resistance to carburizing and oxidizing atmospheres at elevated temperatures. With a nickel content of 34 to 37 percent, the alloy remains highly resistant to both chloride stress corrosion cracking and embrittlement from the precipitation of sigma phase.
The high nickel and chromium content provides excellent resistance to both oxidation and carburization. The oxidation resistance is also enhanced by the silicon content of the alloy. The alloy performs well under cyclic conditions of heating and cooling and in alternate carburizing and oxidizing atmospheres.
Alloy 330 offers a high level of corrosion resistance, particularly to oxidation, carburization, and nitridation. It is readily fabricated using standard procedures for stainless steels and nickel alloys. The alloy is used extensively in elevated temperature atmospheres where resistance to the combined effects of thermal cycling and carburization is required.
Applications
- Chemical and Petrochemical Processing
- Cracked ammonia components
- Petrochemical furnace parts
- Petrochemical waste remediation units
- Heat exchangers
- Flares
- Ore Processing
- Perlite systems and equipment
- Power Generation
- Boiler fixtures
- Gas turbine components
- Thermal Processing
- Heat-treat furnace containers
- Heat-treat furnace components
- High temperature fans
- Salt pots
Standards
ASTM..................B 536ASME..................SB 536
AMS...................5592
Chemical Analysis
Typical Values (Weight %)
|
|
|
|
|
|
Nickel |
34.0 - 37.0 |
Chromium |
17.0 - 20.0 |
|
Iron |
Balance* |
Carbon |
0.08 max. |
|
Silicon |
0.75 - 1.50 |
Manganese |
2.0 max. |
|
Phosphorus |
0.030 max. |
Sulfur |
0.030 max. |
*Alloy predominates remaining composition. Other elements may be present only in minimal quantities.
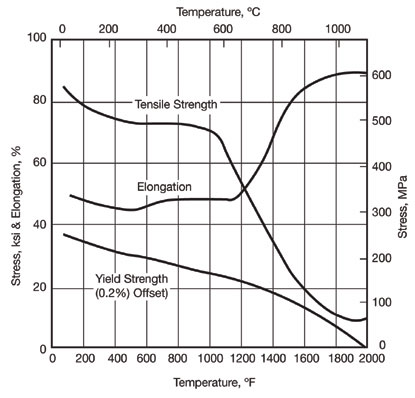
Physical Properties
Density
0.292 lbs/in38.08 g/cm3
Specific Heat
0.11 BTU/lb°F (32-212°F)460 J/kg°C (0-100°C)
Modulus of Elasticity
1.02 at 70°F/20°C (RT)
|
Temperature |
Thermal Conductivity |
Electrical Resistivity |
|||
|
°F |
°C |
Btu-in/ft2M/-h-°F |
W/m-°C |
ohm-circ mil/ft |
mW-m |
|
75 |
24 |
86 |
12.4 |
612 |
1.017 |
|
400 |
204 |
108 |
15.6 |
649 |
1.079 |
|
800 |
227 |
134 |
19.3 |
688 |
1.144 |
|
1200 |
649 |
162 |
23.4 |
721 |
1.199 |
|
1600 |
871 |
198 |
28.6 |
744 |
1.237 |
|
1800 |
982 |
216 |
31.2 |
749 |
1.245 |